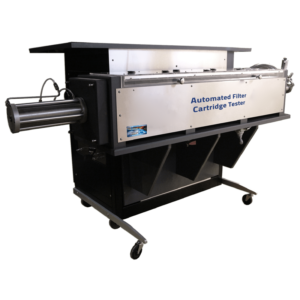
All the models of this instrument are similar. In one model the sheet to be tested is made to pass through two flat parallel plates. The top plate has straight through cylindrical holes to accommodate inverted cup shaped sample chambers and about two inch diameter samples. The bottom plate also has through holes aligned with the holes in the top plate. There are five chambers over the product width of about twenty inches. The chamber has gaskets at its bottom rim to make pressure tight seal with the sheet when the chamber goes down the hole in the top plate to make contact with the sheet. The top of the chamber is connected to the pressure transducer to measure pressure just above the sample. The sample chamber is also connected to gas line to supply pressurized gas to the chamber. The outlet of a small valve for discharging specified amount of wetting liquid on the sample in the sample chamber is allowed to pass in to the chamber. The valve is computer controlled to discharge the wetting liquid at the desired time.
The gas permeability test is performed first. During this test gas flow rates through the dry sample and differential pressure are measured. The differential pressure is reduced to zero, a known amount of wetting liquid is discharged on to the sample in the sample chamber so that the sample is completely wet. The pressure of gas is the increased in the chamber. The pressure at which gas starts to flow through the wet sample is measured. This is the bubble point pressure. The computer records all the results and calculates the bubble point pore diameter and gas permeability. If desired tests can be continued at higher pressures after the bubble point has been reached so that mean flow pore diameter and pore distribution can be obtained.
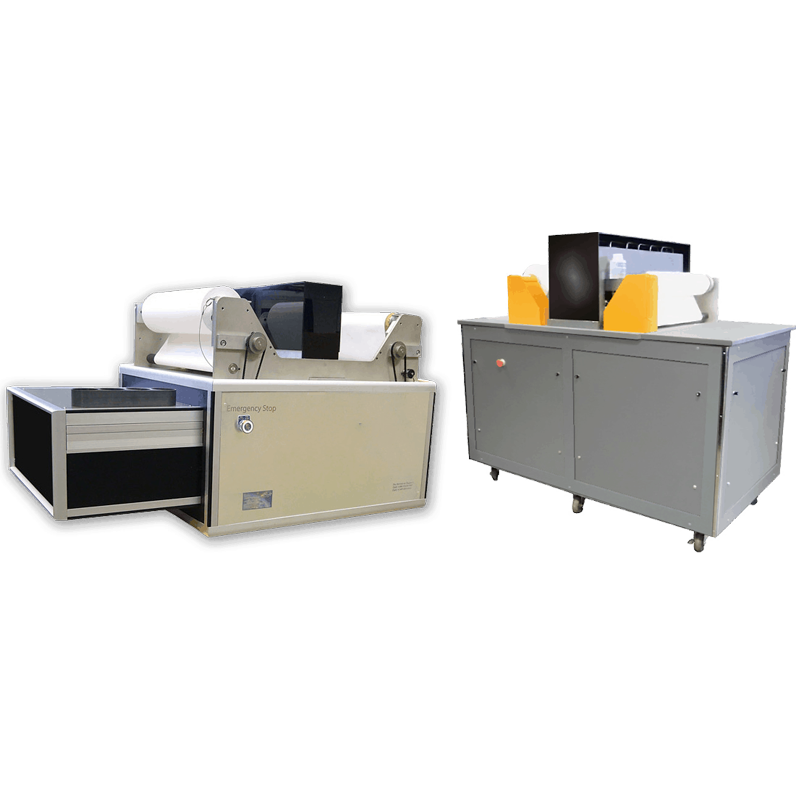
In another model of the instrument, eight chambers are provided over the product width of about fifty inches. This model has the additional ability to measure liquid permeability. An extra chamber is provided with each bubble point test chamber. Liquid flow rate through the sample held within this extra chamber is measured as a function of applied differential pressure. The liquid flow rate is electronically measured by sensing the displacement of a magnetic float on the liquid held in a penetrometer. The samples can be about two to three inches in diameter.
The instrument can have many test heads along the width of the sheet material so that simultaneous tests can be performed at a number of locations along the width. The same tests across the width can be performed in another location when the sheet moves. There are many ways of advancing the material. The sheet product can be mounted on two rolls and can be made to automatically advance from one location along its length to another. Another option is that samples can be cut from the roll after specified length and tests can be performed on the cut piece over its width. The instrument is fully automated. Operator involvement is minimal.
- Properties are recorded as the sheet is getting rolled. There is a permanent record of pore structure characteristics of the entire roll
- If properties are not within acceptable limits along the width or the length, the unacceptable portions can be discarded rather than supplied to customers creating customer dissatisfaction and increased cost.
- Major faults detected early leads to modification of production control parameters so that more accept able products are manufactured.
- Wastage is minimized, cost is reduced, and production is optimized.